Một bên cảm thấy trần trụi và bên kia cảm thấy lạnh như băng, cường độ cao.

Vải quần áo Yoga dệt kim dọc Nhà sản xuất


Một bên cảm thấy trần trụi và bên kia cảm thấy lạnh như băng, cường độ cao.
Sản phẩm Hot

Trong làn sóng không ngừng phát triển của ngành dệt may hiện đại, các loại vải spandex đã phát triển từ một vật liệu phụ trợ đơn giản cung cấp độ đàn hồi cho một xương sống không thể thiếu trong th...
Đọc thêmTrong việc theo đuổi toàn cầu phát triển bền vững, ngành dệt may đang trải qua một sự thay đổi sâu sắc. Từ sản xuất truyền thống đến sự đổi mới liên tục của các vật liệu chức năng, Không thấm t...
Đọc thêmVải đồ bơi đã phát triển đáng kể, kết hợp phong cách, sự thoải mái và độ bền. Trong số này, Vải áo tắm có kết cấu polyester đã nổi lên như một trong những vật liệu được tìm kiếm nhiều nhất đ...
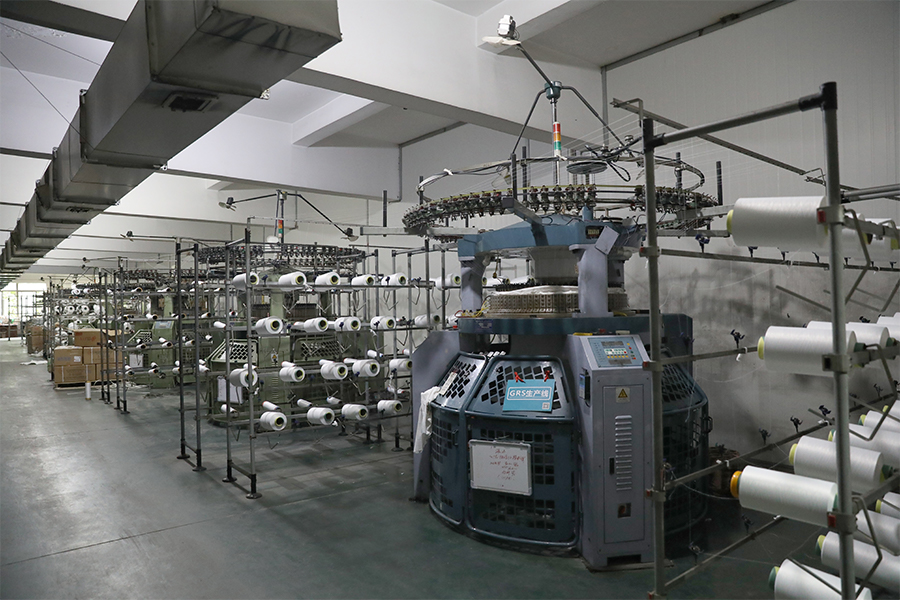
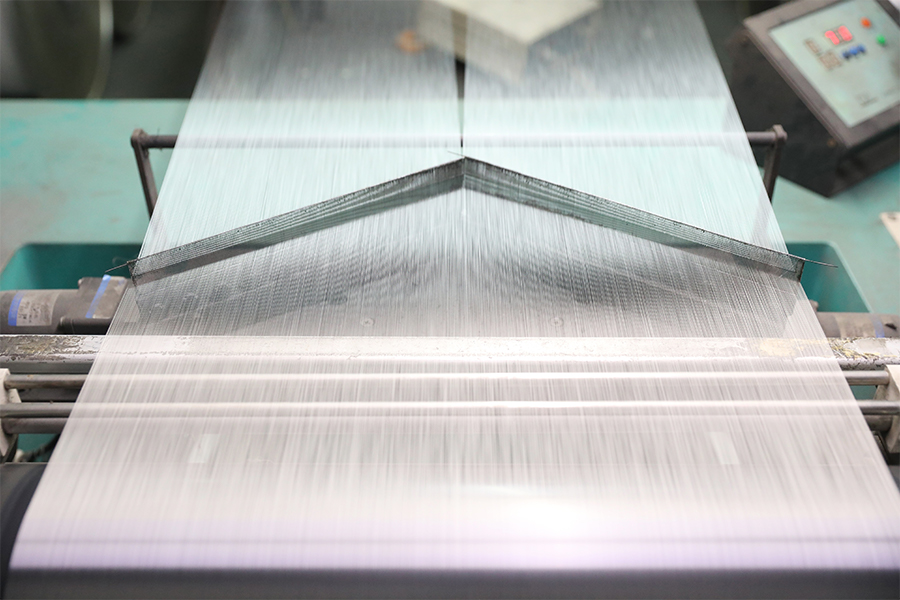
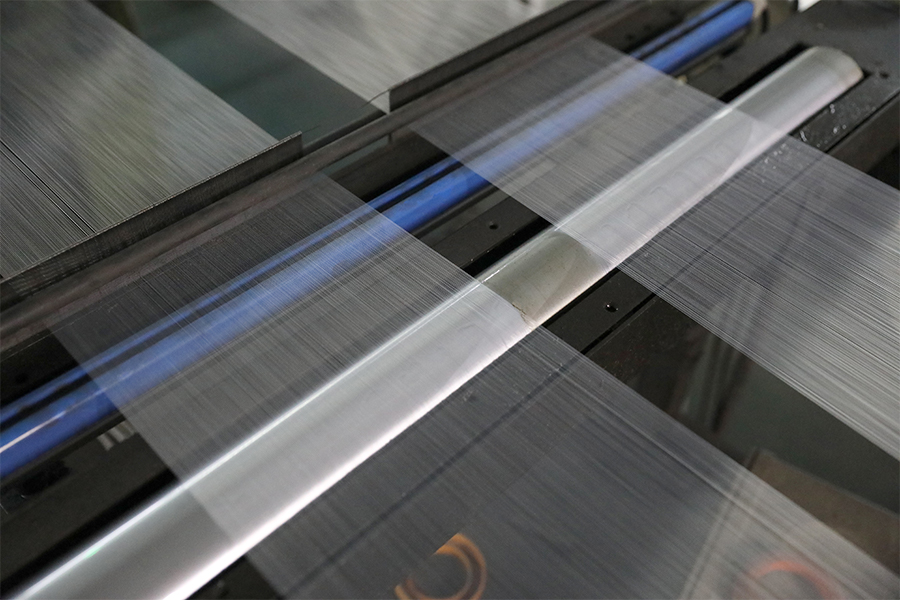
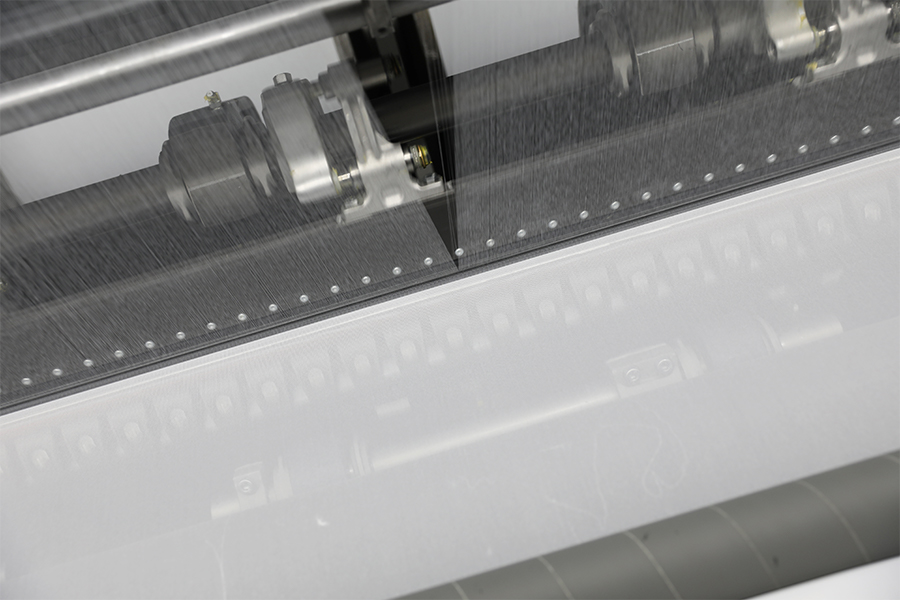
Đọc thêmChúng tôi có xưởng sản xuất và kho riêng, được trang bị đầy đủ thiết bị sản xuất và kiểm tra chất lượng.

Hội thảo
Hội thảo
Hội thảo

Hội thảo

Hội thảo

Hội thảo

Hội thảo
Hội thảo
Hội thảo
Hội thảo

Hội thảo

Hội thảo
1. Chuẩn bị trước khi quay
Lựa chọn và chế biến nguyên liệu
Lựa chọn nguyên liệu: Chọn những sợi có chiều dài sợi đồng đều, độ bền cao, độ cong thấp và màu sắc đồng đều làm nguyên liệu. Những loại xơ như vậy giúp giảm thiểu vấn đề đứt đầu và lỗi sợi trong quá trình kéo sợi.
Xử lý sơ bộ nguyên liệu thô: Thực hiện xử lý sơ bộ cần thiết đối với nguyên liệu thô, chẳng hạn như loại bỏ tạp chất và làm ẩm, để cải thiện khả năng kéo sợi của xơ và giảm đứt gãy và hư hỏng trong quá trình kéo sợi.
Quản lý lưu trữ
Giữ môi trường bảo quản nguyên liệu khô ráo, thoáng mát, tránh ánh nắng trực tiếp, tránh để nguyên liệu bị ẩm mốc, hư hỏng. Đồng thời, kiểm soát nhiệt độ, độ ẩm thích hợp để tránh nguyên liệu thô hút ẩm, ảnh hưởng đến chất lượng sợi.
2. Tối ưu hóa quy trình kéo sợi
Lựa chọn và điều chỉnh thiết bị
Lựa chọn thiết bị: Lựa chọn thiết bị kéo sợi phù hợp theo đặc tính của sợi và yêu cầu chất lượng của sợi. Đảm bảo hiệu suất thiết bị ổn định và có thể đáp ứng nhu cầu sản xuất sợi chất lượng cao.
Điều chỉnh tham số: Điều chỉnh các thông số cụ thể của máy kéo sợi, chẳng hạn như độ căng, tốc độ quay, độ căng ngoại tuyến, v.v., để đảm bảo rằng mỗi tham số đều nằm trong phạm vi hợp lý. Điều này giúp giảm hiện tượng giãn, xoắn và đứt sợi trong quá trình kéo sợi.
Tối ưu hóa quy trình
Trong quy trình chải kỹ, tối ưu hóa cấu hình và quản lý các bộ phận chải kỹ, giảm hiện tượng intarsia của lược trên và trụ, đồng thời tránh xơ đi vào lưới bông theo cấu trúc bó, từ đó giảm nguy cơ đứt trong quy trình tiếp theo.
Thường xuyên kiểm tra và điều chỉnh hợp lý trạng thái căng, độ mòn của đai răng kéo và đai răng cuộn để giảm nguy cơ gãy khung vẽ.
Trong quá trình kéo sợi, hãy giảm khoảng cách giữa các hàm, khoảng cách tâm con lăn và bội số kéo dài vùng phía sau một cách thích hợp để giảm giá trị CV của sợi kéo thành sợi, nhưng chú ý duy trì sự phát triển đồng bộ của lực giữ và lực kéo dài để tránh kéo dài kém.
Quản lý vận hành
Tăng cường đào tạo vận hành công nhân để đảm bảo công nhân nắm vững kỹ năng sử dụng và vận hành đúng thiết bị kéo sợi.
Thực hiện nghiêm ngặt các tiêu chuẩn kiểm soát chất lượng kéo sợi để đảm bảo chất lượng từng lô sản phẩm đạt yêu cầu.
Tăng cường công tác quản lý, vệ sinh nơi sản xuất để hạn chế các yếu tố bất lợi như hoa bay không sạch bám trên sợi.
3. Kiểm soát chất lượng sau khi kéo sợi
Kiểm tra sợi
Kiểm tra nghiêm ngặt sợi kéo thành sợi, bao gồm độ bền, độ giãn dài, chênh lệch màu sắc, mắt côn trùng, vảy và các vấn đề khác. Ghi lại kết quả test của từng mẻ sợi để phát hiện vấn đề và điều chỉnh kịp thời.
Đảm bảo xử lý tiếp theo
Trong quá trình xử lý tiếp theo như in và nhuộm, hãy chọn thuốc nhuộm và chất phụ trợ chất lượng cao, đồng thời áp dụng công nghệ nhuộm hợp lý để đảm bảo độ khô, độ sạch và chất lượng của sợi không bị ảnh hưởng.
Trong các quy trình hoàn thiện như tạo hình và cán lịch, làm thế nào nhà cung cấp vải trơn có sợi dọc nặng có thể tránh được nếp nhăn, biến dạng và các vấn đề khác của vải trơn có sợi dọc nặng?
1. Biện pháp phòng ngừa trong quá trình tạo hình
Cài đặt nhiệt độ tạo hình hợp lý
Nhiệt độ tạo hình là yếu tố quan trọng ảnh hưởng đến chất lượng định hình nhiệt. Đối với vải trơn có sợi dọc nặng, nhiệt độ tạo hình phải được đặt hợp lý theo độ co giãn và độ dày của vải. Thông thường, nhiệt độ cài đặt nhiệt của vải dệt kim spandex có thể được kiểm soát trong khoảng 180-195oC, nhưng nhiệt độ cụ thể cần được điều chỉnh theo tình hình thực tế của vải.
Cần lưu ý rằng nhiệt độ quá cao có thể khiến vải chuyển sang màu vàng và mất độ đàn hồi, trong khi nhiệt độ quá thấp có thể không đạt được hiệu quả tạo hình lý tưởng.
Kiểm soát thời gian và tốc độ tạo hình
Độ dài của thời gian tạo hình và tốc độ của máy cũng sẽ ảnh hưởng đến hiệu quả tạo hình. Tốc độ phải được đặt hợp lý theo chiều dài và nhiệt độ của máy tạo hình để đảm bảo vải có đủ thời gian ổn định nhiệt ở vùng gia nhiệt.
Tốc độ quá nhanh có thể ảnh hưởng đến hiệu quả tạo hình, dẫn đến không thể loại bỏ hoàn toàn các nếp nhăn nhỏ; tốc độ quá chậm và nhiệt độ quá cao có thể khiến vải chuyển sang màu vàng.
Điều chỉnh lượng ăn quá mức và độ căng
Trong quá trình cài đặt, việc kiểm soát ăn quá mức và độ căng cũng rất quan trọng. Cho ăn quá nhiều có thể gây ra bề mặt vải không đồng đều và khó loại bỏ các nếp nhăn nhỏ; trong khi lực căng quá mức có thể làm vải bị quăn trong quá trình cài đặt nhiệt.
Do đó, lượng cấp liệu quá mức và độ căng phải được đặt hợp lý tùy theo đặc tính vải và hiệu suất của thiết bị để đảm bảo vải vẫn phẳng trong quá trình đông kết.
Thường xuyên kiểm tra, bảo trì thiết bị
Trạng thái của thiết bị máy cài đặt có ảnh hưởng lớn đến hiệu quả cài đặt. Hệ thống sưởi, hệ thống truyền động, bánh xe dẫn hướng bằng vải và các bộ phận khác của thiết bị phải được kiểm tra thường xuyên để đảm bảo chúng ở tình trạng tốt.
Các vấn đề được phát hiện cần được xử lý kịp thời để tránh làm vải bị nhăn hoặc biến dạng do lỗi thiết bị.
2. Các biện pháp phòng ngừa trong quá trình cán lịch
Lựa chọn quy trình ủ phù hợp
Việc lựa chọn quy trình cán lịch phải được xác định theo đặc điểm của vải và nhu cầu của khách hàng. Đối với vải trơn sợi dọc nặng amoniac vàng, có thể sử dụng quy trình cán không căng hoặc có độ căng thấp để giảm tác động đến độ đàn hồi và hiệu suất phục hồi của vải.
Kiểm soát nhiệt độ và áp suất nung
Nhiệt độ và áp suất cán là những yếu tố quan trọng ảnh hưởng đến hiệu quả cán. Các thông số nhiệt độ và áp suất phải được đặt hợp lý theo đặc tính của vải và hiệu suất của máy cán.
Nhiệt độ quá cao hoặc áp suất quá cao có thể khiến vải chuyển sang màu vàng, vết lõm quá sâu hoặc biến dạng; trong khi nhiệt độ quá thấp hoặc áp suất quá thấp có thể không đạt được hiệu quả cán lý tưởng.
Giữ cho bề mặt vải phẳng
Trong quá trình cán lịch, bề mặt vải phải được giữ phẳng. Điều này có thể đạt được bằng cách điều chỉnh vị trí và độ căng của bánh dẫn hướng. Đồng thời, tránh để bề mặt vải bị kéo giãn hoặc bị ép không cần thiết trong quá trình cán.
loại
Tìm chúng tôi
Địa chỉ: Số 6 Đường Trấn Bắc, Thị trấn Mã Kiều, Thành phố Hải Ninh, Tỉnh Chiết Giang
Điện thoại: +86-573-87463566
e-mail: yhg1987cool@126.com
Liên hệ với chúng tôi










")
